无需长篇大论,观看《秀洲》【当地】球墨铸铁管配件球墨铸铁井盖对质量负责视频,让你瞬间爱上我们的产品。
以下是:《秀洲》【当地】球墨铸铁管配件球墨铸铁井盖对质量负责的图文介绍
鑫福兴管业有限公司主要经营产品: DN600球墨铸铁管、等。公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量是di yi工作”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登巅峰,超越自我”的精神。


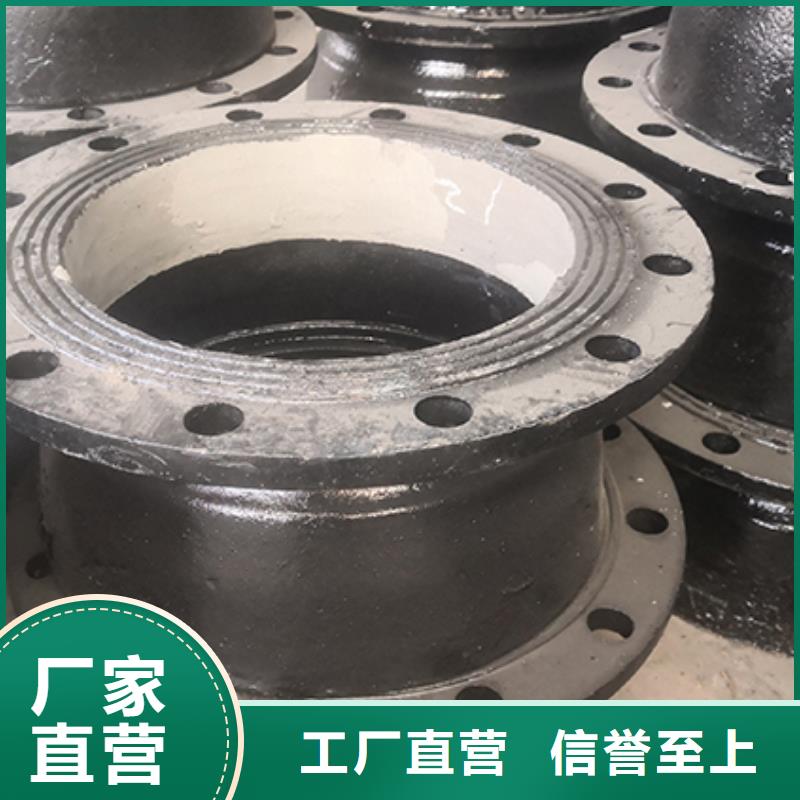
球墨铸铁管配件的应用球墨铸铁管是替代输油、输气、输水管道传统产品的高新技术产品。球墨铸铁管以其强度高、韧性好、抗腐蚀能力强、安装施工方便等优点,己被广泛地应用。我国城市供水管网中,铸铁管占80%以上,近几年逐渐淘汰了灰口铸铁管,大量使用球墨铸铁管。根据有关资料分析,目前我国需用铸铁管150万-200万吨/年,其中离心球墨铸铁管市场需求达到120万-150万吨,并且显现出较高的需求增长势头。球墨铸铁管在国外已有几十年的应用历史了,国内虽然起步较晚,并且缺乏相应的规范标准和生产规模,但近年来,开发应用的速度较快。 2.球墨铸铁的发展 球墨铸铁以其优良的性能,在使用中有时可以代替昂贵的铸钢和锻钢,在机械制造工业中得到广泛应用。铸铁管是供水管网中使用量***多的一种管材。目前世界上每年铸铁管的产量约700万吨,并每年以3%的速度递增。国际冶金史专家于1987年对此进行验证后认为:古代中国已经摸索到了用铸铁柔化术制造球墨铸铁的规律,这对世界冶金史作重新分期划代具有重要意义。 球墨铸铁作为新型工程材料的发展速度是令人惊异的。1949年世界球墨铸铁产量只有5万吨,1960年为53.5万吨,1970年增长到500万吨,1980年为760万吨,1990年达到915万吨。2000年达到1500万吨。球墨铸铁的生产发展速度在工业发达***特别快。世界球墨铸铁产量的75%是由美国、日本、德国、意大利、英国、法国六国生产的。我国球墨铸铁生产起步很早,1950年***研制成功并投入生产,至今我国球墨铸铁年产量达230万吨,位于美国、日本之后,居世界第三位。适合我国国情的稀土镁球化剂的研制成功,铸态球墨铸铁以及奥氏体贝氏体球墨铸铁等各个领域的生产技术和研究工作均达到了很高的技术水平。



灌水。打开系统 点的放气阀,关闭系统 点的泄水阀,向系统灌水。试压用水应使用纯净水,当对奥氏体不锈钢球墨铸铁管或连有奥氏体不锈钢球墨铸铁管或设备的球墨铸铁管进行试验时,水中氯离子含量不得超过25*10-6(ppm)。待排气阀连续不断向外排水时,关闭放气阀。检查。系统充水完毕后,不要急于升压,而应先检查一下系统有无渗水漏水现象。升压。吹水检查无异常,可升压,升压用手动试压泵(或电动试压泵),升压过程应缓慢,平稳,先把压力升到试验压力的一般,对球墨铸铁管系统进行一次全面的检查,若有问题,应泄压修理,严禁带压修复。若无异常,则继续升压,待升压至试验压力的3/4时,在做一次全面检查,无异常时再继续升压到试验压力,一般分2~3次升到试验压力。持压。当压力达到试验压力后,稳压10min。再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格。试压后的工作。试压结束后,应及时拆除盲板,膨胀节限位设施,排尽系统中的积水。3.水压试验应注意的事项1)试验前,想系统充水时,应将系统的空气排尽。2)试验时,环境温度不应低于5℃,当环境温度低于5℃时,应采取防冻措施。3)试验室,应测试试验温度,严禁材料试验温度接近脆性转变温度。4)承受内压的地上钢球墨铸铁管及有色金属球墨铸铁管试验压力应为设计压力的1.5倍,埋地钢球墨铸铁管的试验压力应为设计压力的1.5倍,且不得低于0.4MPa。5)当球墨铸铁管与设备作为一个系统进行压力试验时,球墨铸铁管试验压力等于或小于设备的试验压力时,应按球墨铸铁管配件的试验压力进行试验,当球墨铸铁管试验压力大于设备的试验压力,且设备的试验压力不低于球墨铸铁管设计压力的1.15倍时,经建设单位同意,可按设备的试验压力进行试验。


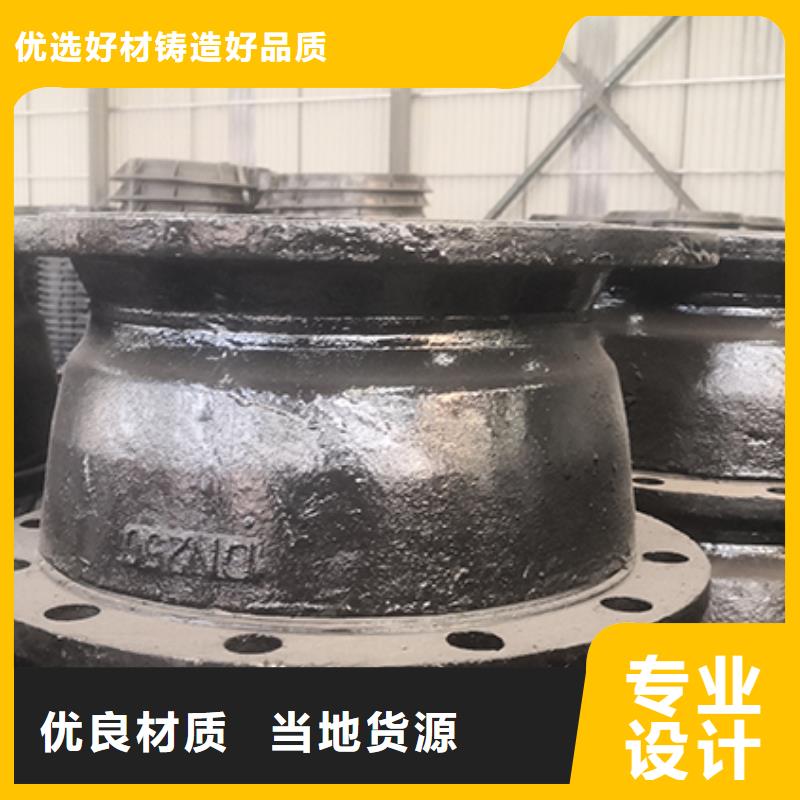
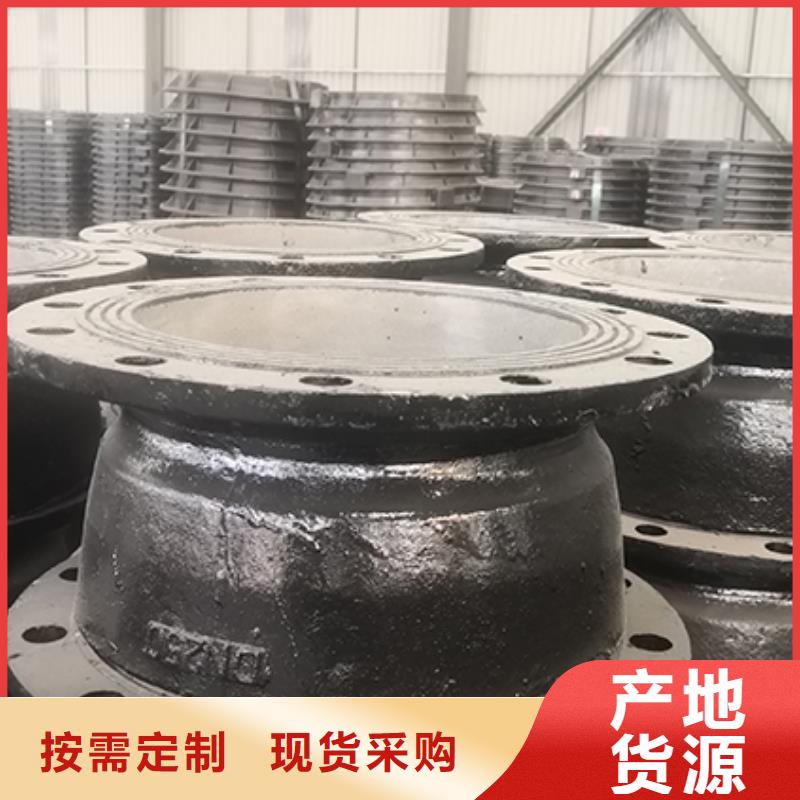
影响球墨铸铁管配件生产的7大因素: (1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。 (2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。 (3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。 (4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。 (5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。 (6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。 (7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。






 扫一扫
扫一扫